| Project concept |
|
SOMMACT develops and validates an innovative production
hardware and control system founded on understanding,
evaluating and controlling large machine tools
production performances.
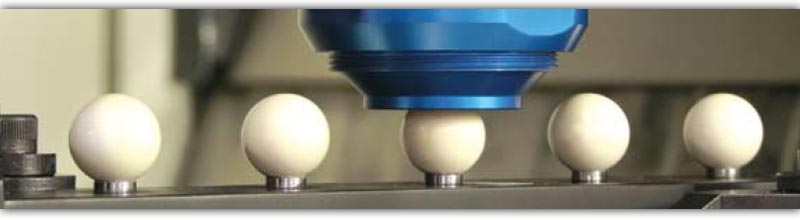
To achieve high product quality, timely QC (Quality Control)-production loops are required, which are inefficient and expensive. The organisation and sequencing is also difficult because the process performance practical knowledge is almost unavailable. As a consequence, this type of production is still affected by inefficiencies and waste (energy, raw material and time). SOMMACT approaches these issues by the detection (in-process embedded traceable measurements) and compensation (adaptive control and self-learning) of geometrical effects of varying external and internal quantities, such as temperature gradients and workpiece mass (see Figure 2).
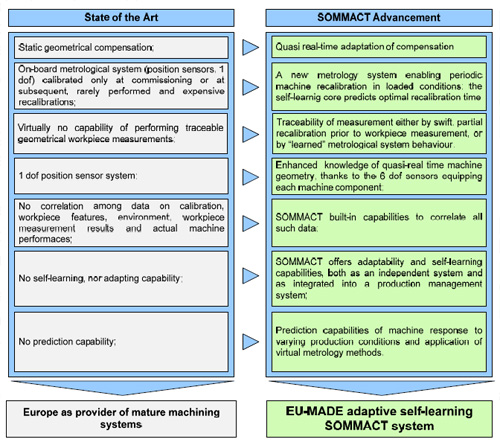
The advantages are an improved product quality at competitive costs, and a prediction capability of the system performances based on increasingly reliable model. The machine tool measuring capabilities are enhanced to the point that it can be used as a Coordinate Measuring Machine (CMM). This (i) avoids or reduces QC-production loops, (ii) provides workpiece traceable measurement results and (iii) inputs valuable data into the self-learning core. SOMMACT will measure the effects of process disturbances on geometric errors of individual machine components, store the corresponding data and associate them with corresponding known disturbances ( e.g. ambient temperature and workpiece mass) and apply quasi real-time adaptation of geometric compensation tables under the supervision of the self-learning core. Self-optimisation methods will be applied to steadily improve the product quality. Individual stored geometric errors will be combined with (i) on-board workpiece measurement results, (ii) independent CMM measurement results, (iii) timely, swift re-tuning data and (iv) possible full recalibration data. SOMMACT advancement over the State of the Art are summarised in the following scheme.
Main expected results
|


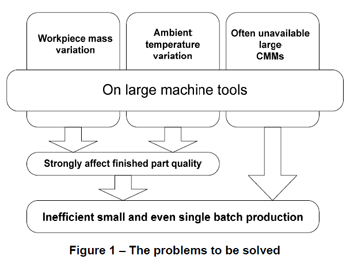 Small
and single batch production, particularly for large
(some cubic metres), heavy (several tons), and complex
workpieces, is still a challenge for machine tools users
(see Figure 1).
Small
and single batch production, particularly for large
(some cubic metres), heavy (several tons), and complex
workpieces, is still a challenge for machine tools users
(see Figure 1).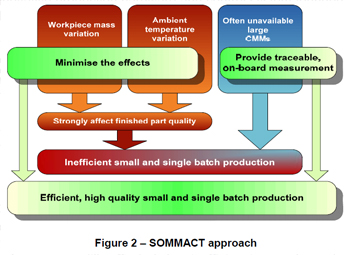 The
SOMMACT vision is based on three pillars:
The
SOMMACT vision is based on three pillars: